Prawidłowy moment dokręcenia śruby to jedna z tych rzeczy, które wydają się oczywiste, a mają bezpośrednie przełożenie na bezpieczeństwo całej konstrukcji. Zbyt słabo dokręcona śruba oznacza ryzyko luzowania się połączeń, wibracje i utratę nośności. Zbyt duży – rozciągnięcie trzpienia, uszkodzenie gwintu albo przedwczesne zmęczenie materiału. W konstrukcjach stalowych, halach i elementach nośnych nie ma miejsca na „wyczucie”. Jako wykonawca musisz przestrzegać konkretnych zasad i wartości, które wynikają z klasy śrub, ich średnicy, warunków tarcia oraz zaleceń producenta. Każda śruba – niezależnie od tego, czy pracuje w połączeniu sprężanym, czy zwykłym – ma swój zalecany zakres momentu, którego należy się trzymać, aby połączenie pracowało zgodnie z założeniami projektowymi.
Na etapie montażu pojawia się wiele praktycznych wątpliwości. Wykonawcy, monterzy i inwestorzy pytają najczęściej o kwestie zupełnie podstawowe, ale ważne dla poprawnego skręcenia połączeń, jak:
Jaki moment ma śruba M8–M20?
Jak przeliczyć niutonometry na kilogramy?
Czy udar nadaje się do ostatecznego dociągnięcia?
Czy inspektor lub kierownik mają prawo wymagać sprawdzenia momentu dokręcenia w połączeniach niesprężanych?
W niniejszym artykule zebraliśmy wszystkie kluczowe informacje w jednym miejscu. Od prostego wyjaśnienia, czym jest moment dokręcający, aż po praktyczne tabele i zasady, które gwarantują poprawne i bezpieczne połączenie śrubowe.
Kalkulator momentu dokręcania śrub
Wybierz klasę i średnicę śruby, aby wyświetlić orientacyjny moment dokręcania.
Wartości orientacyjne dla śrub SB z gwintem metrycznym zwykłym.
Przygotowano na podstawie jednego z głównych dostawców elementów złącznych firmy Konspekt Hale Stalowe.
Rzeczywiste momenty mogą się różnić zależnie od współczynnika tarcia, powłok i zaleceń projektanta.
Jeśli interesują Cię również dopuszczalne odchyłki montażowe zgodne z PN-EN 1090, polecamy nasz artykuł Normy odbioru konstrukcji stalowych – dopuszczalne odchyłki, w którym opisujemy szczegółowe wymagania dotyczące tolerancji montażowych oraz udostępniamy kalkulator tolerancji.
Czym jest moment dokręcania śruby?
Moment dokręcania to siła z jaką obracamy śrubę pomnożona przez długość ramienia klucza. W skrócie oznacza to to, jak mocno śruba jest napięta po dokręceniu. To właśnie to napięcie tworzy docisk między elementami konstrukcji i odpowiada za ich sztywność oraz nośność – i co ważniejsze – prawidłową pracę względem siebie.
Można to przedstawić w najprostszy możliwy sposób: moment [Nm] = siła [N] x ramię klucza [m].
Im większy moment, tym mocniej śruba jest rozciągana i tym większą siłę docisku przenosi połączenie. Jeżeli moment będzie zbyt mały – śruba nie „złapie” odpowiedniego napięcia. Jeśli zbyt duży – materiał gwintu lub trzpień zaczyna pracować poza zakresem, co grozi zerwaniem, odkształceniem lub szybkim zmęczeniem elementu.
W konstrukcjach stalowych, gdzie pracują setki lub tysiące mniejszych i większych połączeń, moment dokręcania jest parametrem kluczowym:
decyduje o przenoszeniu sił poprzecznych i osiowych,
zapobiega poślizgom i luzowaniu się węzłów,
wpływa na trwałość i bezpieczeństwo całej konstrukcji.
Momentu dokręcania nie dobiera się „na oko” – zawsze musi wynikać z klasy śruby, średnicy, warunków tarcia oraz wymagań określonych przez projektanta.
10 najważniejszych zasad montażu zestawów śrubowych w konstrukcjach stalowych
W praktyce montażowej wiele błędów powstaje jeszcze przed etapem dokręcaniu śrub – podczas przygotowania elementów, doboru śrub i ustawienia połączenia. To właśnie te elementy decydują o tym, czy połączenie będzie miało prawidłowy docisk, równą pracę i odpowiednią nośność.
Poniżej opisujemy 10 najważniejszych zasad montażu, które powinny być uwzględnione przez każdego montażystę podczas skręcania konstrukcji stalowych.
1. Długość śruby dobieraj tak, by widoczny był co najmniej jeden pełny zwój gwintu.
Po dokręceniu śruby niesprężanej widoczny musi być minimum jeden pełny zwój gwintu (nie licząc wybiegów). Zbyt krótka śruba = ryzyko niedostatecznego zazębienia nakrętki. W śrubach sprężanych ilość wystających zwojów gwintu powinna wynosić co najmniej 4 pełne zwoje gwintu.
2. Stosuj wyłącznie śruby z oznaczeniem CE (zestawy śrubowe SB lub HV w przypadku połączeń sprężanych).
Śruby bez oznaczenia CE i bez deklaracji właściwości użytkowych nie mogą być stosowane w konstrukcjach budowlanych– prawo wymaga, aby każdy zastosowany element posiadał deklarację zgodności i był dopuszczony do obrotu na rynku UE.
3. Podkładki są zalecane, nawet jeśli nie wymaga ich projektant.
Podkładki ograniczają punktowe uszkodzenia powłoki malarskiej i zwiększają powtarzalność docisku. Jeśli projekt przewiduje podkładki – stosowanie ich jest obowiązkowe, jeśli nie – zalecane.
4. Usuń zabrudzenia spod podkładki i łba śruby.
Błoto, pył, rdza, opiłki czy resztki farby znacząco zmieniają tarcie i powodują nierównomierne dociski. Powierzchnie powinny być czyste przed montażem.
5. Blachy muszą ściśle do siebie przylegać.
Nie dokręcaj śrub w połączeniu, gdzie elementy nie mają kontaktu. Najpierw należy usunąć przeszkodę (zgorzelinę, zaprawę, dystans), a dopiero potem skręcić.
6. Nakrętki muszą swobodnie nakręcać się ręką.
Jeżeli nakrętka nie daje się lekko nakręcić kilkoma obrotami ręcznie, uznaje się ją za wybrakowaną. Wkręcanie „na siłę” udarem może uszkodzić gwint i wprowadzić ukryte naprężenia.
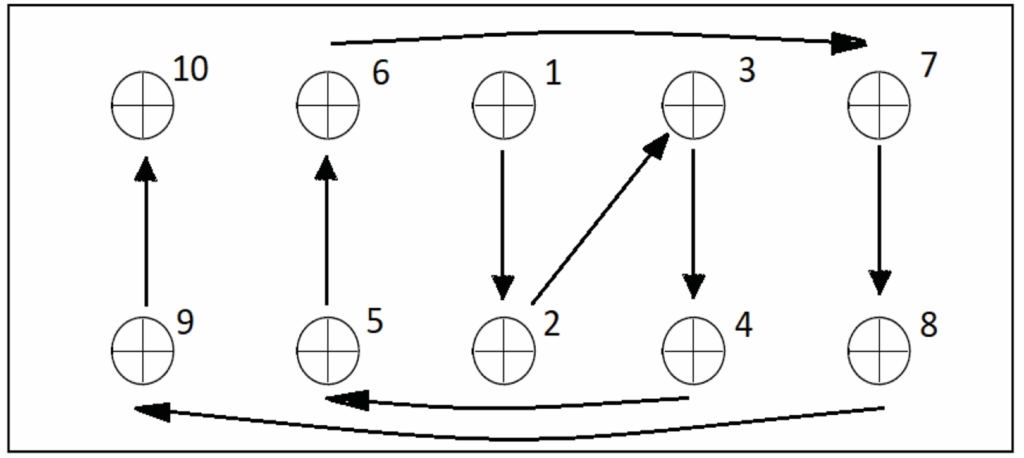
7. Dokręcaj od stref największej sztywności połączenia.
Przy połączeniach wielośrubowych często konieczne są dwa lub trzy cykle dokręcania, aby uzyskać stabilny, równy docisk na całej grupie.
W halach stalowych duża część połączeń śrubowych dotyczy węzłów kratownic. W artykule Jak działa kratownica? wyjaśniamy, jak przenoszone są siły, co pozwala zrozumieć, dlaczego moment dokręcenia jest tak kluczowy.
8. Każdy zestaw śrubowy musi zostać doprowadzony przynajmniej do stanu „ścisłego przylegania”.
Za stan ścisłego przylegania uznaje się moment uzyskany zwykłym kluczem bez przedłużenia lub moment, w którym klucz udarowy zaczyna „uderzać”. Zaleca się przestrzeganie optymalnych wartości momentów dokręcania śrub oraz nakrętek [Nm], określonych przez producenta zestawu śrubowego.
9. Przy konstrukcjach malowanych uważaj na poślizg pod udarem
Grube powłoki malarskie mają niski współczynnik tarcia – udar może „oszukać” montażystę, sprawiając wrażenie dokręcenia, mimo że nakrętka nie jest właściwie osadzona. Stosuj udar tylko do wstępnego skręcenia, a finalne dokręcanie wyłącznie zestawem kluczy.
10. Zaznaczaj kontrole markerem.
Po sprawdzeniu połączenia kluczem (dla sprawdzenia warto użyć klucza dynamometrycznego nawet w połączeniach niesprężanych) oznacz śrubę markerem. Ułatwia to odbiór, eliminuje powtórne kontrole i zwiększa przewidywalność pracy ekipy.
Prawidłowe dokręcenie śrub wpływa nie tylko na bezpieczeństwo, ale i na koszty całej inwestycji. W artykule Ile kosztuje 1 kg konstrukcji stalowej? wyjaśniamy, co składa się na cenę konstrukcji i jakie błędy montażowe generują najbardziej odczuwalne koszty.
Jak prawidłowo dokręcać śruby konstrukcji stalowych w połączeniach niesprężanych?
Samo „mocne dokręcenie” śruby nie gwarantuje jeszcze poprawnego połączenia. Ważne jest, aby śruba została osadzona, dociągnięta i sprawdzona zgodnie z zasadami montażu konstrukcji stalowych.
Oto jak wygląda ten proces krok po kroku:
Nakręć nakrętki ręcznie na kilka zwojów, upewniając się, że gwint nie stawia oporu i elementy są prawidłowo ustawione.
Lekko zassij połączenie udarem, wyłącznie w celu wstępnego osadzenia śrub (bez osiągania pełnego docisku).
Dociągnij śruby zwykłym kluczem, aby doprowadzić połączenie do stabilnego ustawienia.
Upewnij się, że blachy mają pełny kontakt, bez szczelin i punktowych dystansów.
Dociągnij śruby metodą standardową – kluczem ręcznym lub delikatnym udarem, aż do uzyskania pełnego, równomiernego docisku.
Stosuj krzyżową kolejność dokręcania przy grupach śrub, aby uniknąć skręcenia, odkształcenia lub nierównomiernego napięcia połączenia.
Sprawdź wyrywkowo moment kluczem dynamometrycznym, ustawionym na wartość odpowiednią dla średnicy i klasy śruby.
Oznacz sprawdzone śruby markerem, co ułatwi odbiór, zapobiegnie podwójnym kontrolom i pozwoli na szybkie potwierdzenie, które połączenia zostały już zweryfikowane.
To Projekt określa klasę śrub, typ połączeń i wymagania montażowe. W artykule Projekt hali stalowej – co powinien zawierać? opisuję wszystkie elementy dokumentacji, które wpływają na późniejszy montaż.
Tabela momentów dokręcania śrub – klasy 8.8 oraz 10.9
Poniższa tabela przedstawia momenty montażowe dla połączeń niesprężanych jednego z głównych dostawców firmy Konspekt Hale Stalowe. Jeżeli projekt lub producent śrub określa inne wartości – należy stosować wartości projektowe.
Średnica śruby
Klasa 8.8
Klasa 10.9
M8
26,9 Nm
34,0 Nm
M10
46,3 Nm
65,2 Nm
M12
79,0 Nm
110,9 Nm
M14
123,6 Nm
173,7 Nm
M16
169,7 Nm
237,4 Nm
M18
258,0 Nm
363,0 Nm
M20
331,6 Nm
468,9 Nm
M22
415,0 Nm
583,6 Nm
M24
575,9 Nm
809,3 Nm
Są to wartości montażowe, typowe dla połączeń niesprężanych. Dla połączeń sprężanych (HV/HR) należy stosować wyłącznie instrukcję producenta zestawu śrubowego.
Moment dokręcania zawsze powinien wynikać z dokumentacji projektowej. W artykule Projektowanie z Konspekt – wszystko, co musisz wiedzieć opisujemy, jak powstaje projekt konstrukcji i jakie parametry wpływają na ostateczne decyzje projektanta.
Co oznacza jednostka Nm?
Moment dokręcania podaje się w niutonometrach (Nm). To jednostka, która określa, jak dużą siłę musisz przyłożyć do klucza, aby uzyskać odpowiednie napięcie śruby. Najprościej mówiąc Nm to siła przyłożona na określonym ramieniu.
Jeżeli przyłożysz siłę na końcu klucza o długości 1 metra, to:
1 Nm odpowiada sile około 0,102 kg, czyli niespełna jednej dziesiątej kilograma.
Dzięki temu można łatwo wyobrazić sobie skalę obciążeń. Przykładowo:
Śruba M20 klasy 8.8 dokręcana momentem około 330 Nm wymaga przyłożenia siły rzędu 33–34 kg na klucz o długości 1 metra.
To oczywiście przeliczenie orientacyjne, ale bardzo dobrze obrazuje, jak dużych sił wymagają większe średnice śrub i dlaczego poprawna procedura montażowa ma tak duże znaczenie dla bezpieczeństwa połączenia.
Jeśli chcesz zobaczyć pełną procedurę montażu konstrukcji, wraz z kolejnością ustawiania elementów i kontrolą połączeń, zajrzyj do artykułu Montaż konstrukcji stalowych – krok po kroku.
Połączenia sprężane – najważniejsze zasady w pigułce
Połączenia sprężane (HV/HR, zgodnie z PN-EN 14399) różnią się od typowych połączeń niesprężanych zarówno konstrukcyjnie, jak i montażowo. W ich przypadku kluczowe znaczenie ma siła sprężenia zestawu śrubowego, a nie tylko sam moment dokręcania.
Dlatego każdy producent zestawów HV podaje własne wytyczne, które obejmują m.in.:
rodzaj i ilość smaru (lub jego zakaz),
sposób przygotowania gwintów i podkładek,
właściwą sekwencję dokręcania,
wartość momentu kontrolnego,
dopuszczalną tolerancję tarcia,
W przeciwieństwie do połączeń niesprężanych, tutaj nie stosuje się uniwersalnych tabel. Należy ściśle przestrzegać:
instrukcji producenta zestawu śrubowego,
zaleceń projektanta,
procedur kontrolnych, których inspektorzy oczekują niemal zawsze (protokoły, wyniki kalibracji klucza, potwierdzenie siły sprężenia).
W połączeniach sprężanych nawet niewielny błąd montażowy zmienia wartość siły sprężenia i odporność na poślizg. Dlatego montaż HV powinien być wykonywany wyłącznie przez ekipy, które mają praktykę w pracy z zestawami śrubowymi HV/HR i stosują procedury producenta.
W przypadku połączeń sprężanych wszelkie wytyczne dotyczące momentów i procedury kontrolne muszą wynikać z projektu. Zobacz, jak pracuje nasz dział projektowy w artykule Poznaj nasze biuro projektowe w Jaworznie.
FAQ – najczęściej zadawane pytania o moment dokręcania śrub
1. Czy można dokręcać śruby udarem? Kiedy tak, a kiedy nie?
Można – ale tylko do wstępnego zassania połączenia.
Udar nadaje się wyłącznie do:
ustawienia elementów,
dociągnięcia śrub „do kontaktu”,
wstępnego osadzenia blach i podkładek.
Nie zaleca się używania udaru do finalnego dokręcenia, ponieważ:
udar nie daje powtarzalnego momentu,
na malowanych powierzchniach łatwo dochodzi do poślizgu i fałszywego dociągnięcia,
można łatwo przekroczyć moment i uszkodzić gwint.
Dokręcanie zalecamy wykonywać:
kluczem ręcznym,
w połączeniach niesprężanych – ewentualnie delikatnym udarem z kontrolą,
a kontrola wyrywkowa – kluczem dynamometrycznym.
2. Czy inspektor może wymagać sprawdzania momentów dokręcania?
Tak – w rozsądnym i uzasadnionym zakresie.
Inspektor nadzoru ma prawo:
kontrolować wyrywkowo poprawność dokręcenia,
wymagać sprawdzenia momentów dla grup reprezentatywnych,
weryfikować dokumenty dostawy śrub (CE, DWU).
Natomiast nie może:
wymuszać sprężania śrub SB, jeśli projekt tego nie przewiduje,
wprowadzać własnych momentów „z głowy”,
żądać śrub HV, jeśli projekt przewidział SB,
oczekiwać protokołów HV przy połączeniach niesprężanych.
Inspektor nadzoruje zgodność z projektem oraz PN-EN 1090-2 – nie dowolne procedury.
3. Co wpływa na moment dokręcania śruby? Dlaczego różne tabele podają różne wartości?
Moment dokręcania nie jest wartością stałą – zależy od wielu czynników.
a) Tarcie (kluczowy czynnik)
Tarcie na gwincie i pod łbem śruby może zmienić moment nawet o 30–40%. Wpływ mają m.in.:
powłoki (ocynk, farba, fosforanowanie),
zabrudzenia,
podkładka lub jej brak,
smarowanie lub jego brak.
b) Typ gwintu
Inne momenty mają śruby z:
gwintem metrycznym zwykłym,
gwintem drobnozwojnym.
W artykule omawiamy śruby z gwintem standardowym (metrycznym zwykłym).
c) Klasa śruby
Wyższa klasa wytrzymałości (np. 10.9 vs 8.8) dopuszcza większy moment.
d) Rodzaj połączenia
SB (niesprężane) – standardowe momenty montażowe,
HV/HR (sprężane) – momenty i kąty obrotu zależą od producenta,
połączenia maszynowe – często inne wartości.
e) Narzędzia i technika
długość ramienia klucza,
stan i kalibracja klucza dynamometrycznego,
technika dokręcania (ciągła / udarowa),
warunki montażu.
Dlaczego tabele się różnią?
Ponieważ każda zakłada inne wartości współczynnika tarcia µ i inną metodę obliczeń. Dlatego momenty „z internetu” często się różnią i w halach stalowych zawsze trzymamy się:
wartości projektowych lub
wartości podanych przez producenta śrub.
4. Czy trzeba smarować gwint, aby moment był poprawny?
W konstrukcjach stalowych gwintów zasadniczo nie smarujemy, chyba że producent zestawu HV wyraźnie wymaga tego w instrukcji.
Smarowanie:
obniża tarcie,
zmniejsza wymagany moment,
może doprowadzić do przeciągnięcia śruby w połączeniach SB.
Dlatego stosujemy zasadę:
SB → bez smarowania,
HV/HR → wyłącznie zgodnie z instrukcją producenta zestawu śrubowego.
5. Czy śruba 10.9 zawsze wymaga większego momentu niż 8.8?
Co do zasady – tak. Śruby wyższej klasy (10.9) mają większą wytrzymałość i dopuszczają wyższe momenty dokręcania niż śruby 8.8.
Wartość momentu zależy również od tarcia i warunków montażu. Dlatego różnica nie zawsze jest proporcjonalna, ale ogólna reguła pozostaje taka sama:
przy tym samym gwincie i tarciu – 10.9 wymaga wyższego momentu niż 8.8.
6. Czym różni się dokręcanie śrub sprężanych (HV/HR) od zwykłych SB?
To dwa różne procesy technologiczne.
Śruby SB (niesprężane):
dokręcane „do ścisłego przylegania”,
moment montażowy zależy od średnicy i klasy śruby,
połączenie pracuje głównie na docisku i ścinaniu.
Śruby HV/HR (sprężane):
wymagają uzyskania określonej siły sprężenia,
stosuje się smary lub powłoki o kontrolowanym tarciu,
obowiązuje procedura producenta (moment + kąt obrotu / metoda odkręcenia),
konieczne są protokoły sprężania i kontrola montażu.
W połączeniach sprężanych każdy błąd montażowy wpływa bezpośrednio na siłę sprężenia i odporność na poślizg. Dlatego ich montaż powinien być powierzany ekipom, które mają doświadczenie z zestawami HV/HR i pracują zgodnie z wytycznymi producenta.
Opracowanie przygotował Przemysław Szalek, dział ofertowania oraz realizacji.